


El poder del color es bien conocido y los propietarios de marcas usan el color para interactuar con los clientes de muchas maneras. De hecho, la investigación muestra que hasta el 85 por ciento de la primera impresión de los clientes se basa solo en el color,1 y el color aumenta el reconocimiento de la marca hasta en un 80 por ciento.2
Todos conocemos el AZUL Nivea y el ROJO Coca-Cola. La calidad y la consistencia del color fueron y siguen siendo un tema muy estratégico y delicado tanto para los propietarios de marcas, impresores y convertidores. A medida que la tecnología evoluciona, es importante comprender la perspectiva de los propietarios de marcas y su punto de vista sobre los últimos desarrollos en la gestión del color.
Hablamos con los propietarios de marcas en seis compañías globales líderes, que abarcan alimentos, bebidas, tabaco y productos farmacéuticos, sobre los desafíos que enfrentan en torno a los colores en sus envases, y cómo consideran más soluciones de color digitalizadas en sus flujos de trabajo de producción de envases. Las respuestas que escuchamos reflejan el alto ritmo de cambio en esta área, ya que los propietarios de marcas luchan con un entorno de rápido movimiento y una tecnología que evoluciona igualmente rápido.
Los cambios impulsados por la gama de colores extendida (ECG) son significativos. Es el principal impulsor para mejorar simultáneamente la consistencia del color y la eficiencia de la producción al tiempo que reduce los costos y los impactos ambientales.
Las observaciones y recomendaciones que encontrará a continuación son muy importantes en un mundo donde la digitalización y la automatización de los procesos son las fuerzas impulsoras.
La consistencia sigue siendo el desafío clave del color
“La fidelidad del color es ahora una apuesta en la mesa. Sin precisión y precisión demostrables, no eres un jugador “.
Marc Hufschmied, Gerente Senior de Investigación y Desarrollo de Innovación de Empaque en PepsiCo, expone la situación en términos simples. La consistencia del color es una batalla imprescindible para los propietarios de marcas.
“Los consumidores son muy sensibles al color y tienen expectativas sobre los colores de la marca que deben cumplirse de manera consistente en un mercado global”, continúa. “Su confianza en el producto abarca los gráficos en el envase. El envase es la “última fuerza de ventas”. Es vital que cumplamos estrictamente con los estándares de consistencia y los sistemas de verificación cuantificables “.
El Sr. Hufschmied dice que la consistencia es el “desafío número uno para los propietarios de marcas en torno al color”. Lograr la consistencia ha sido tradicionalmente un desafío debido a la gran variedad de procesos de impresión, tintas y sustratos involucrados.

Michele Amigoni, Grupo RDQ – Vicepresidenta de Empaque Global del Grupo Barilla, está de acuerdo. “Como todas las compañías globales, hemos tenido problemas de consistencia de color”, dice. “Tome una caja de pasta Barilla en los Estados Unidos y compárela con una en Italia, y puede suceder que no obtenga exactamente la misma consistencia de color. Hemos estandarizado todo para tener el mismo aspecto, pero aún así, no siempre sucede de manera consistente en los convertidores, las tecnologías de impresión y las ejecuciones, en diferentes países “.
¿Pero cuáles son las consecuencias de la inconsistencia?
“El problema es la percepción de la marca”, dice Amigoni. “En situaciones extremas también puede conducir a problemas de legibilidad, aunque eso es raro”.
Además de diluir la percepción de la marca, los problemas con los colores en el empaque diluyen la diferenciación de la marca de la competencia, y para ciertas marcas podrían facilitar la vida de los falsificadores (si los consumidores están acostumbrados a ver la inconsistencia del color, un paquete falsificado parecería menos sospechoso).
También existe la cuestión de la coherencia entre las imágenes en línea y el empaquetado de la vida real. Un informe reciente preguntó a los compradores acerca de sus expectativas con respecto al embalaje. Cuarenta y siete por ciento dijo que espera que el artículo que ordenó en línea se vea exactamente igual cuando lo vea en persona. Y aunque el 37% dice que está bien tener “pequeñas variaciones” entre la imagen en línea y el paquete que reciben por correo, solo el 9% está de acuerdo con un paquete que llega con diferentes colores o imágenes.3
Como dijo el propietario de una marca de una importante compañía mundial de alimentos, “la inconsistencia pone dudas en la mente del consumidor”. Si hay un problema con el empaque, argumenta, entonces hay preocupaciones inmediatas sobre el producto en su interior. Además, está la cuestión de la confianza y el reconocimiento de marca. Las personas ven un cierto color y lo conocen.
La consistencia del color es un desafío constante
Los desafíos en torno a la consistencia del color se ven exacerbados por las tendencias actuales.

“Hay varias tendencias clave en el empaque que están afectando esta área, pero en particular hay dos principales”, dice Alvise Cavallari, Packaging Transversal Technologies en Nestlé Research and Development. “Lo primero es traer envases que sean más sostenibles y al mismo tiempo garantizar la seguridad y la calidad de los productos. La segunda tendencia, que ha estado en marcha durante muchos años, es el deseo de los propietarios de marcas y los consumidores por igual de diferenciar el producto a través de su envase”.
Con el advenimiento de la big data, sabemos más sobre que los consumidores quieren más que nunca, lo que lleva a un deseo de personalizar los envases que se dirigen con precisión a audiencias y mercados. Esto inevitablemente significa más variación, más SKU, lo que requiere una mayor flexibilidad, ciclos más cortos y tiempos de respuesta más cortos, lo que ejerce más presión sobre las impresoras y los convertidores. Todo el tiempo, la necesidad de mantener una alta calidad, incluida la fidelidad y la consistencia del color, permanece.
“Las corridas se están acortando y están presionando el nivel de existencias de nuestra cadena de suministro”, dice Michele Amigoni de Barilla. “La segmentación del mercado está llevando a una mayor complejidad internamente.
Necesitamos acelerar nuestro tiempo de comercialización, y para hacerlo necesitamos ser más ágiles en todos los pasos de la cadena, desde la creación de la obra de arte hasta la aprobación, la separación del color, la impresión y la entrega “.
El uso del color en los envases está evolucionando.
La forma en que se utiliza el color en los envases también está cambiando, y esto tiene un impacto en las imprentas.
En los últimos años, los diseños minimalistas han estado en el centro del empaque, con todo el desorden eliminado, dejando un aspecto más limpio y un claro mensaje de marca. Esto significa que los colores que quedan en el empaque son aún más importantes. Los degradados también se usan más ampliamente ahora, lo que ayuda a proporcionar un elemento de dimensión y frescura a los diseños modernos.
¿Por qué la revolución digital lo cambia todo?
La mayor digitalización y automatización han sido transformadoras en toda la industria del embalaje.
Stephen Jones, Gerente de Integración Digital (Empaque) de Philip Morris International, está de acuerdo en que la digitalización es el camino a seguir en un momento en que la velocidad de respuesta es de importancia crítica.
“A medida que continuamos avanzando en nuestro viaje para proporcionar mejores alternativas a los fumadores adultos que de otro modo continuarían fumando cigarrillos, la velocidad a la que llevamos nuestros productos al mercado se vuelve aún más crítica”, dice. “Con los nuevos productos, estamos entrando en un mundo dinámico, rápido y más impredecible que nunca: ¿qué variantes comprarán más los consumidores, cuáles tendrán que reponerse antes? Para mantener el ritmo, necesitamos cambiar la forma en que fabricamos nuestros productos: esperar dos o tres meses para obtener nuestros materiales impresos ya no es una opción para nosotros. La flexibilidad y la velocidad que ofrece digital, juega un papel clave en ayudarnos a apoyar la transformación que estamos pasando “.
“Una mayor digitalización puede permitir plazos de producción más cortos, tiradas más pequeñas, mejoras en la forma en que administramos la consistencia del color y también una mejor eficiencia”, concuerda Agustí Mercè, Gerente de Planificación de Operaciones de Producto en la compañía farmacéutica global Almirall.
“Estamos utilizando máquinas convencionales de economía de escala para trabajos muy ágiles”
En una era de tiradas más numerosas pero más cortas, la flexibilidad es uno de los mayores activos de la tecnología más digitalizada.
Las empresas están haciendo tiradas más cortas, lotes más pequeños, diversificando más el empaque, lo que resulta en muchos más SKU. Pero como dice un propietario de la marca, “Estamos utilizando máquinas convencionales de economía de escala para trabajos cada vez más ágiles”. Es probable que aumente la demanda de tecnologías de impresión más ágiles que permitan una impresión eficiente con alta consistencia de color.
La digitalización y la automatización del proceso flexográfico (conocido como DigiFlexo) ha proporcionado un punto medio emocionante, cerrando la brecha entre lo que puede hacer la impresión digital y lo que ofrece la tecnología flexográfica “tradicional”. La digitalización del proceso flexográfico lo ha hecho consistente y, por lo tanto, fácilmente repetible, con cambios de trabajo y arranques muy rápidos, y un desperdicio mínimo.
Desde una perspectiva de color, la innovación de DigiFlexo ha traído una coincidencia y un control de color consistentes, un atractivo beneficio para los propietarios de marcas.
“Las opciones digitales y DigiFlexo son atractivas: las estamos analizando para ver si pueden ayudarnos a lograr tiempos de operación más cortos y ofrecer más consistencia de color”, dice Michele Amigoni del Grupo Barilla. “El proceso se vuelve más estandarizado, con menos espacio para el error humano. Además de una mayor coherencia, las soluciones de color digitalizadas significan un tiempo de comercialización más rápido, una mejor gestión de existencias y buenas oportunidades para la recopilación y el análisis de datos. Ciertamente estamos buscando en DigiFlexo, principalmente para etiquetas en este momento “.
“Creando expectativas y alcanzabilidad”
Y no es solo la consistencia del color de un trabajo a otro, sino la tranquilidad de saber a lo largo del proceso que los colores digitales son precisos, “creando expectativa y capacidad de logro”, como lo expresa un Propietario de Marca. La digitalización de colores y la capacidad de simular la consistencia entre sustratos en la etapa de diseño, crea mayores expectativas y alcanzabilidad en la etapa de impresión. Si es posible comunicar digitalmente estos colores a todas las partes de la cadena gráfica, esto ayuda a que los resultados se ajusten a las expectativas. También significa que las empresas pueden medir y controlar digitalmente cada una de las producciones de acuerdo con un estándar de color digitalizado.
¿Extender el uso de Extended Color Gamut?
Una de las unidades más importantes para mejorar simultáneamente la consistencia del color y la eficiencia de la producción ha sido la gama de colores extendida, o ECG.
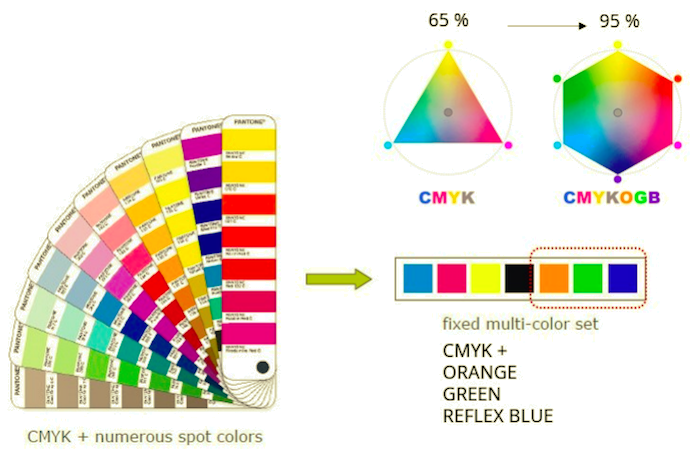
La impresión ECG utiliza tres colores de tinta adicionales además de los colores convencionales de cian, magenta, amarillo y negro (CMYK), lo que permite una coincidencia con el 95% + del libro Pantone, en comparación con aproximadamente el 65% anterior. Esto significa que no es necesario mantener grandes inventarios de colores planos, pero estos se pueden agregar si es necesario. Y la digitalización de la coincidencia de colores ha hecho posible una conformidad del 100% del color con la solicitud del maestro de trabajos. Asegura la coincidencia de colores de los envases en todo el mundo, independientemente de la ubicación geográfica de las instalaciones de impresión o la diferente capacidad de los operadores de la prensa.
“El ECG ofrece una muy buena opción para mejorar la combinación de colores sin ampliar el stock de tintas y produce probablemente mejores resultados que el CMYK estándar”, dice Agustí Mercè de Almirall.
El uso de ECG está en aumento. La compañía Pantone estima que entre el 15 y el 25% de todos los empaques se imprimen con ECG (basado en impresoras que usan software de ECG), y se espera que aumente más del 50% en la próxima década.4
“Estoy convencido de que alejarse de los colores planos, donde tienes miles de tintas en un taller, tendrá un gran impacto en la reducción del tiempo de limpieza y en la sostenibilidad”, dice Alvise Cavallari de Nestlé. “Los colores planos han sido una buena manera de brindar consistencia de color, pero hoy estamos convencidos de que con los colores de proceso estándar es posible alcanzar una consistencia de color suficientemente buena. De esta forma, podemos evitar los colores planos, que están asociados con altos costos. Creo que en el futuro, el ECG se convertirá en estándar “.
¿Es la velocidad de comercialización la mayor ventaja del ECG?
El ECG acelera el tiempo de comercialización y el tiempo de respuesta.
“La ventaja competitiva clave para nosotros sería la velocidad de comercialización”, dice un propietario de marca. “Cuanto antes podamos lanzar un nuevo empaque, mejor, y no hay duda de que la velocidad mejoraría con un conjunto fijo de tintas. Además, sabríamos en la etapa de diseño qué colores son alcanzables. Esperamos un cierto estándar de calidad, que los colores planos aportan hoy, pero con la creciente necesidad de más colores y velocidad en el mercado, junto con la futura integración de la impresión digital, el ECG es algo para investigar más a fondo “.
En 2013, BOBST lanzó el proyecto REVO DigiFlexo con un equipo de socios líderes de la industria. REVO ha logrado poner a disposición de los convertidores un proceso de impresión ECG de 7 colores llave en mano y un flujo de trabajo digitalizado; Una solución de circuito cerrado con socios fijos para consumibles, equipos y dispositivos de hardware y software.
Los convertidores que usan un paquete REVO pueden comenzar con ECG desde el primer día. Debido a que los paquetes REVO contienen medidas de color en línea y estandarización de todos los elementos de impresión, incluyendo planchas, anilox, tintas, preimpresión, sustratos e inspección, se puede lograr consistencia.
ECG anuncia el ocaso de los colores planos
De hecho, el ECG es la forma predeterminada de producir colores en prensas digitales. La tecnología Mouvent recientemente anunciada ha desarrollado tecnologías de detección patentadas para la optimización del proceso de ECG. Se puede lograr una amplia gama de colores usando los exclusivos cabezales de impresión Mouvent Cluster y el flujo de trabajo digital y la combinación de colores están perfectamente integrados para la producción de etiquetas.
Para flexografía post-impresión en corrugado, BOBST también utiliza tecnología ECG en las prensas THQ FlexoCloud. Todos los colores planos se realizan a partir de los colores del proceso y hay un proceso integrado con planchas y tintas de impresión de proveedores aprobados y una aplicación en la nube para coordinar su producción.
El futuro de la tecnología de color digitalizada es ahora
Con el continuo aumento del ECG en el futuro cercano, se espera que la inyección de tinta digital y flexográfica comparta el mismo espacio de color, por lo que los mismos trabajos se pueden imprimir con diferentes tecnologías sin diferencias en los colores y la percepción de calidad. Las soluciones de circuito cerrado digitalizadas permitirán un control de calidad y color para lograr una consistencia de impresión digitalizada en todo el mundo, independientemente de si la tecnología es flexográfica o digital. Las innovaciones recientes nos han llevado un paso más cerca de esa realidad.

BOBST ha introducido recientemente dos innovaciones revolucionarias relacionadas con el entintado flexográfico y la coincidencia de colores: Ink-on-Demand (IoD) y DigiColor.
El sistema de entintado Ink-on-Demand, que funciona para todos los sustratos para etiquetas, envases flexibles y aplicaciones de cajas plegables, es un concepto revolucionario en tecnología de entintado. Es un sistema limpio e inteligente que funciona con solo 30 gramos de tinta en la unidad de impresión. Elimina las bandejas de tinta y las cuchillas raspadoras. El lavado completo y los cambios de tinta se realizan en minutos con solo unos pocos gramos de tinta y líquido de lavado desperdiciado. Ofrece una calidad de impresión constante a alta velocidad, alta productividad y una operación sostenible, facilidad de operación y alta flexibilidad.
El primer sistema de control de color de circuito cerrado.
DigiColor, la solución para la impresión REVO ECG, lleva el concepto IoD un paso más allá: el tono de la tinta distribuida a la unidad de impresión puede ajustarse digitalmente automáticamente durante la impresión.
Para Agustí Mercè de Almirall, la tranquilidad que proporciona DigiColor es muy atractiva. “Para los propietarios de marcas, podría significar relajarse con el control del color, ya que el proceso de impresión se controla automáticamente”, dijo.

DigiColor representa el primer sistema de control de color de circuito cerrado en la industria flexográfica. Por primera vez, es posible transformar el producto impreso final de DigiFlexo de nuevo en un archivo digital para poder compararlo con el archivo nativo digital original.
La impresora extrae valores digitales del trabajo impreso, produciendo un “gemelo digital” del archivo original. Esto significa que, por primera vez, los propietarios de marcas pueden revisar un gemelo digital y validar los colores del archivo digital original, sin más adivinanzas, solo hechos. Esto efectivamente “cierra el ciclo” comenzando con un archivo digital, utilizando la automatización digital para completar el trabajo y validando la salida con otro archivo digital.
Los convertidores y los propietarios de marcas ahora podrán confiar en una nueva tecnología digital para proteger sus identidades de marca, y se beneficiarán de importantes ahorros de tiempo y beneficios de mejora de calidad.
“Un enfoque de circuito cerrado para la consistencia del color es un concepto extremadamente poderoso y muy interesante”, comenta Alvise Cavallari de Nestlé. “Si podemos usar colores de proceso con un sistema de circuito cerrado, entonces podemos asegurarnos de lograr la estabilidad y consistencia que necesitamos”.
“Queremos que la impresión pase de ser un arte a una ciencia y depender menos de la influencia del operador”, concuerda el propietario de una marca de una compañía global de alimentos. “¿Tener un archivo digital que podamos calibrar y recrear en cualquier parte del mundo? Este es el futuro DigiColor podría proporcionar ventajas competitivas reales. Ahora quiero verlo probado para mis marcas ”
El futuro es brillante
El futuro de la fidelidad del color y la consistencia en el empaque del producto, ya sea impreso a través de flexografía o inyección de tinta digital, es brillante. Las nuevas innovaciones están marcando el comienzo de la perspectiva de los sistemas digitalizados de circuito cerrado y la consistencia de impresión en todo el mundo, con la velocidad y flexibilidad requeridas en el entorno de consumo de alta presión actual.
Para los propietarios de marcas, esto les garantiza que el empaque de su marca conservará toda la potencia y el impacto de los colores de la marca en los que ellos y sus consumidores están tan comprometidos.
[Agradecimientos]
BOBST desea agradecer a las siguientes personas que aceptaron ser entrevistadas para ayudar a desarrollar este documento:
– Marc Hufschmied, Gerente Senior de Investigación y Desarrollo de Innovación en Empaques, PepsiCo.
– Alvise Cavallari, Packaging Transversal Technologies, Nestlé Research and Development.
– Michele Amigoni, Grupo RDQ – Vicepresidente, Empaque Global, Grupo Barilla.
– Stephen Jones, Gerente de Integración Digital (Empaque) en Philip Morris International.
– Agustí Mercè, Gerente de Planificación de Operaciones de Producto en la compañía farmacéutica global Almirall.
Referencias
1) Instituto para la Investigación del Color.
2) Estudio de la Universidad de Loyola, Maryland.
3) Empaque y el comprador digital: Cumpliendo las expectativas en alimentos y bebidas.
4) Amplia gama de colores. Artes graficas. 2017, https://graphicartsmag.com/articles/2017/03/expanded-colour-gamut/.
Sobre BOBST
Somos uno de los principales proveedores mundiales de equipos y servicios de procesamiento, impresión y conversión de sustratos para las industrias de etiquetas, embalajes flexibles, cartones plegables y corrugados.
Fundada en 1890 por Joseph Bobst en Lausana, Suiza, BOBST tiene presencia en más de 50 países, dirige 14 instalaciones de producción en 8 países y emplea a más de 5 600 personas en todo el mundo. La empresa registró una facturación consolidada de CHF 1 635 millones para el año finalizado el 31 de diciembre de 2018.
Sobre Mouvent
Somos el centro de competencia de impresión digital de BOBST, dedicado a explorar y entregar el futuro de la impresión digital. Nuestro objetivo es desarrollar una tecnología de impresión digital inteligente que permita la impresión digital en cualquier sustrato: textil, etiquetas, papel de aluminio, cartón plegable, cartón ondulado y más.
Mouvent, fundada en junio de 2017, tiene aproximadamente 100 empleados en cinco sitios en Suiza.
Síguenos:
Facebook: www.bobst.com/facebook LinkedIn: www.bobst.com/linkedin Twitter: @BOBSTglobal www.bobst.com/twitter YouTube: www.bobst.com/youtube